挤出机螺杆和机筒是挤出机的灵魂部件,它们的组合关系到挤出机的工作质量以及对物料的塑化能力、生产效率等。所以当挤出机螺杆和机筒磨损严重时,会影响挤出的产量。由此可见,对螺杆机筒的保养和维修事关重要!
挤出机螺杆和机筒的损坏原因
1、挤出机螺杆在机筒内转动,物料与二者的摩擦,使挤出机螺杆与机筒的工作表面逐渐磨损:挤出机螺杆直径逐渐缩小,机筒的内孔直径逐渐加大。这样,挤出机螺杆与机筒的配合直径间隙,随着二者的逐渐磨损而一点点加大。
可是,由于机筒前面机头和分流板的阻力没有改变,这就增加了被挤塑物料前进时的漏流量,即物料从直径间隙处向进料方向流动量增加。结果使挤出机生产量下降。这种现象又使物料在机筒内停留时间增加,造成物料分解。如果是聚乙烯,分解产生的氯化氢气体加强了对挤出机螺杆和机筒的腐蚀。

2、物料中如有碳酸钙和玻璃纤维等填充料,能加快挤出机螺杆和机筒的磨损。

3、由于物料没有塑化均匀,或是有金属异物混入料中,使挤出机螺杆转动扭矩力突然增加,这种扭矩超出挤出机螺杆的强度极限,使挤出机螺杆扭断。这是一种非常规事故损坏。
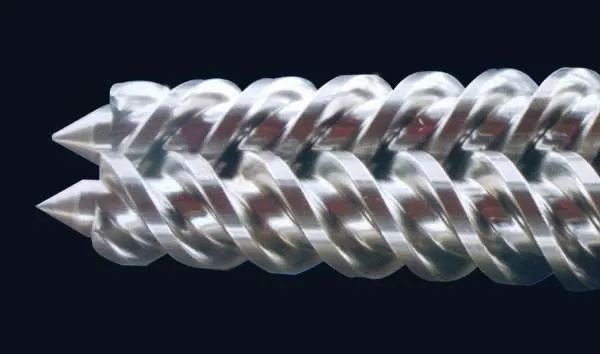
塑料挤出机械中的
机筒和螺纹元件
是挤出设备中的关键心脏部件,
其耐磨性的好坏直接影响着生产成本及产品质量。目前市面上通常使用 6542 高速钢和 C 型套,两者的使用寿命一般仅3个月,在生产某些坚硬物料时甚至仅数天就需更换。
这样频发的维护保养工作不仅增减了企业成本,降低了工作效率,对一线的员工来说,也是个不小的挑战。
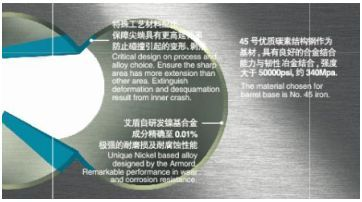
针对这样的问题,艾盾开发出来AD-02合金以提高机筒及螺纹元件的使用寿命。
艾盾配备的合金材料可全面覆盖行业内常见的玻纤、及填充性磨损;还原及氧化性腐蚀相比业内同类型产品,延长使用寿命3倍以上、降低同向双螺杆挤出机运行成本30%-50%。
AD-02 合金的硬度
合金熔覆层硬度为 HRC52-56。
AD-02 合金的耐磨性能
耐磨性测试
耐磨性测试依据家标准GB/T12444-2006在环块磨损试验机上进行。测试时,载荷为392N,线速度0.42m/s,水润滑,2小时后分别测试轮和块的失重重量。试样块尺寸为7×6×30; 对磨轮为6542高速钢(热处理态,HRC58-62),尺寸Φ40×Φ16×10。测试结果显示,AD-02合金耐磨性能是6542高速钢的6倍。
AD-02 合金的耐腐蚀性能
耐腐蚀性测试
耐腐蚀性测试依据行业标准JB/T7901-1999 试验方法进行。 试样尺寸Φ10×10,表面粗糙度Ra1.6μm。将AD-02与316L不锈钢两种试样分别浸入温度为 40±2℃的10%盐酸溶液中进行40小时浸泡试验,经测定,结果如下显示, 在盐酸环境中 AD-02合金耐腐蚀性能优于316L不锈钢。
AD-02 合金的其他性能
1、热膨胀系数
合金的热膨胀系数是制定熔覆层成型工艺的重要依据之一,经取样测试,合金的热膨胀系数如下(图 1)所示。常温下合金的热膨胀系数较低,并随着温度的升高,热膨胀系数增大。
合金在塑料挤出机上的应用
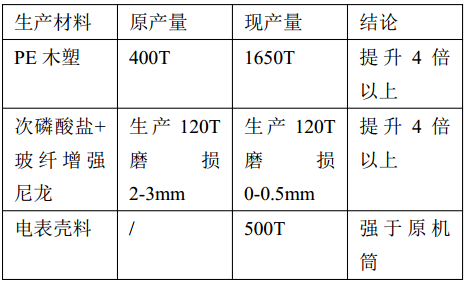
AD-02 合金现已在挤出设备中得到广泛应用,使用该合金做熔覆层的机筒和螺纹元件,在平行双螺杆挤出机和锥形双螺杆挤出机上的使用寿命均得到大幅度提高。以寿命提高 3 倍为例,使用AD-02合金筒体可以减少2次筒体更换,节省停机时间,大大减少因停机造成的损失。附3-附5 是部份单位使用AD-02 合金前后的数据对比,使用结果如下:
机筒合金层成型工艺
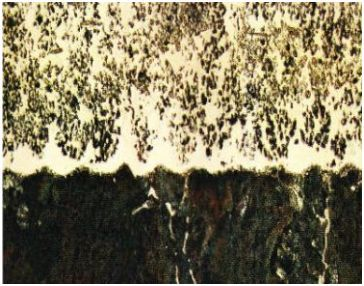
合金机筒的合金层相比 C 型套的不同之处在于: 1 整个内壁合金层是一次成型,尖角处无接缝。2与基体的结合是冶金结合,结合强度高。如图3、图4。
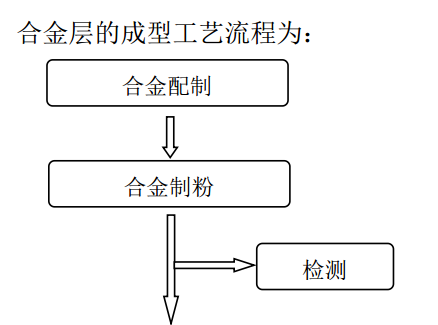
合金层的成型工艺流程为:
结论
1) 艾盾合金 AD-02合金具有优良的耐磨性能,平双挤出机筒体使用寿命提高了 3-4 倍。
2) 艾盾合金 AD-02 合金在强酸、氧化-还原复合介质、卤族以及化合物、强还原介质、碱性介质、含有氯离子的氧化还原介质等环境中都具有良好的耐腐蚀性能, 挤出机筒体的使用寿命大大提高 。